“Kaynaklı bağlantıların tahribatsız kalite kontrol türleri”
Doğru cevabı seçmelisiniz:
1. Kaynaklı bir bağlantının muayenesinin amacı nedir?
a) bir kusurun ortadan kaldırılması;
b) kaynak işlemi sırasındaki faaliyetlerini kontrol etmek;
c) her ikisi için de;
2. Kaynaklı bir bağlantının muayene bölgesi neleri içerir?
a) tüm uzunluk boyunca dikiş yapın;
b) her iki tarafta ve bitişik alanlarda dikiş;
c) dikişin ayrı parçaları;
3. Ön kontrolün amacı nedir? ?
a) kaynaklı bağlantıda kusur oluşumunun önlenmesi;
b) kaynak yaparken zamandan tasarruf etmek;
c) kaynaklı bağlantıdaki kusurların belirlenmesi
4. Yüzey kusurlarını tespit etmek için hangi muayene yöntemleri tasarlanmıştır?
a) gama transillüminasyonu;
b) kılcal;
c) hidrolik;
5. Görsel inceleme sırasında kontrol edilen alan şunları içerir?
a) kaynak;
b) kaynak dikişi ve ısıdan etkilenen bölge;
c) takviye tarafından ve kök tarafından kaynak dikişi ve ısıdan etkilenen bölge;
6. Hangi denetim yöntemi iç kusurları en güvenilir şekilde tanımlar?
a) ışıldayan;
b) radyoaktif;
c) mekanik testler;
7. Metalografik araştırmanın amacı nedir? ?
a) kaynaklı bağlantının kesitindeki kusurların belirlenmesi;
b) kaynaklı bağlantının mekanik özelliklerinin belirlenmesi;
c) her ikisi de
8. Kontrol yönteminin seçimini ne belirler?
a) çalışma koşulları hakkında;
b) kaynakçının nitelikleri hakkında;
c) yapının büyüklüğüne göre;
9. Hidrolik testler sırasında fistüller tespit edilebilir mi?
c) evet, eğer uçtan uca iseler;
10. Gama radyasyonu kaynağı olarak kullanılıyor mu?
a) X-ışını tüpü;
b) kurşun kapsüllere yerleştirilen radyoaktif maddeler;
c) kızılötesi ışınlar.
Ultrason testinde 1-2. seviyeler için genel sınavı geçmenize teorik olarak yardımcı olabilecek slaytlar.
Kısaltmalar:
NK - tahribatsız muayene
Tamam - kontrol nesnesi
Terimler ve tanımlar:
Ürün kalitesi- amacına uygun olarak belirli ihtiyaçları karşılama yeteneğini belirleyen bir dizi ürün özelliği
Kontrol (teknik kontrol)- nesnenin belirlenmiş teknik gereksinimlere uygunluğunu kontrol etmek
Kontrol türü- kontrolün belirli bir kritere göre sınıflandırılması
Kontrol metodu- belirli ilke ve kontrollerin uygulanmasına ilişkin kurallar
Tahribatsız muayene (NDT) yöntemi- Nesnenin kullanıma uygunluğunun bozulmaması gereken bir kontrol yöntemi
Kontrol sistemi- ilgili düzenleyici belgeler tarafından belirlenen kurallara göre etkileşimde bulunan bir dizi kontrol aracı, uygulayıcı ve belirli kontrol nesneleri
Kontrol Aracı- kontrolü gerçekleştirmek için teknik cihaz, madde ve/veya malzeme
İzlenebilirlik- bir ürünün imalat, test, bakım ve onarım sırasında kontrolünün olanağını, rahatlığını ve güvenilirliğini sağlayan bir özellik
Gelen kontrol- tüketici veya müşteri tarafından alınan ve ürünlerin imalatında, onarımında veya çalıştırılmasında kullanılması amaçlanan tedarikçi ürünlerinin kontrolü
Operasyonel kontrol- teknolojik bir işlemin tamamlanması sırasında veya sonrasında bir ürün veya sürecin kontrolü
Kabul kontrolü- Tedarik ve (veya) kullanıma uygunluğuna ilişkin bir kararın verildiği sonuçlara dayanarak ürünlerin kontrolü
Kusur- nesnenin belirlenen gerekliliklere her bir bireysel uyumsuzluğu (GOST 15467-79)
Süreksizlik- Malzemenin homojenliğinin ihlali, bir veya daha fazla fiziksel özelliğinde (yoğunluk, manyetik geçirgenlik, ses hızı, dalga direnci vb.) ani bir değişikliğe neden olması.
Kusurlu ürün- En az bir kusuru olan bir ürün
Kritik kusur- ürünün amacına uygun kullanımının pratik olarak imkansız veya kabul edilemez olduğu bir kusur;
Önemli kusur- ürünün kullanım amacını ve/veya dayanıklılığını önemli ölçüde etkileyen ancak kritik olmayan bir kusur
Küçük kusur- ürünün kullanım amacını ve dayanıklılığını önemli ölçüde etkilemeyen bir kusur
Kontrolün güvenilirliği- önceden belirlenmiş kriterlere göre hem aşırı hem de az reddedilmeyi dışlayan bir duruma yakınlığı gösteren kontrolün özelliği (niteliksel veya niceliksel)
Yeniden ayıklama- Muayene sonuçlarına göre reddedilen nesnelerden en az birinde kusur bulunmaması
Kötü kalite- Muayene sonuçlarına göre uygun olduğu kabul edilen nesnelerden en az birinde kusur bulunması
GOST 18353-79'dan bilindiği gibi 9 tip NK vardır:
1. Manyetik- manyetik alanın OC ile etkileşiminin analizine dayanan NC tipi)
2. Elektrik- OC ile etkileşime giren veya dış etki sonucu OC'de ortaya çıkan elektrik alanı parametrelerinin kaydedilmesine dayanan NK tipi
3. Girdap akımı- girdap akımı dönüştürücünün elektromanyetik alanının OC'de indüklenen girdap akımlarının elektromanyetik alanı ile etkileşiminin analizine dayanan NK tipi
4. Radyo dalgası- OC ile etkileşime giren radyo aralığındaki elektromanyetik dalgaların parametrelerindeki değişikliklerin kaydedilmesine dayanan NK tipi
5. Termal- OK'nin termal veya sıcaklık alanlarındaki kusurların neden olduğu değişikliklerin kaydedilmesine dayalı NDT türü
6. Optik- OC ile etkileşime giren optik radyasyon parametrelerinin kaydedilmesine dayalı NC türü
7. Radyasyon- OC ile etkileşim sonrasında nüfuz eden iyonlaştırıcı radyasyonun kaydı ve analizine dayanan NK tipi
8. Akustik- OK'de uyarılan ve (veya) ortaya çıkan elastik dalgaların parametrelerinin kaydedilmesine dayanan bir tür tahribatsız muayene
9. Nüfuz eden maddeler(kılcal ve sızıntı tespiti) - maddelerin OK kusurlarının boşluklarına nüfuz etmesine dayanan bir tür tahribatsız test
Her NDT tipinin yöntemleri aşağıdaki kriterlere göre sınıflandırılır:
fiziksel alanların veya maddenin OK ile etkileşiminin doğası;
birincil bilgilendirici parametreler;
Birincil bilgi edinme yöntemleri.
Yöntemlerin sınıflandırılması PB 03-440-02 kısmen farklı.
“Tahribatsız muayene alanında personelin sertifikasyonu için kurallar” PB 03-440-02, tehlikeli üretim tesislerinde teknik cihazların, binaların ve yapıların NDT'sini gerçekleştiren personelin sertifikalandırılmasına yönelik prosedürü belirler. NDT alanındaki personelin sertifikasyonu, bir uzmanın teorik ve pratik eğitiminin, deneyiminin ve yeterliliğinin yeterliliğini teyit etmek amacıyla yapılır; mesleki bilgisi, becerileri, işçiliği ve bir veya daha fazla NDT türünü (yöntemini) kullanarak iş yapma hakkının verilmesi. NDT uzmanları, eğitim ve üretim deneyimlerine bağlı olarak üç düzeyde mesleki yeterlilik sertifikasına sahiptir – I, II, III.
Aşağıdaki NDT türlerini (yöntemlerini) kullanarak nesnelerin muayenesini yapan personel sertifikasyona tabidir:
1. Radyasyon RK (RT)
1.1. Röntgen
1.2. Gamagrafik
1.3. Radyoskopik
2. Ultrasonik ultrason (UT)
2.1. Ultrasonik kusur tespiti
2.2. Ultrasonik kalınlık ölçümü
3. Akustik emisyon AE (AT)
4. Manyetik MK (MT)
4.1. Manyetik parçacık
4.2. Manyetografik
4.3. Fluxgate
4.4. salon etkisi
4.5. Manyetik hafızalı metal
5. Girdap akımı VC (ET)
6. Penetran ajanlar
6.1. Kılcal damar
6.2. Sızıntı tespiti
7. Vibrodiagnostik VD
8. Elektrik EC
9. Termal TC
10. Optik TAMAM
11. Görsel ve ölçümlü VIC (VT)
12. Gerilim-gerinim durumunun gerilim-gerinim durumunun izlenmesi
12.1. Radyasyon
12.2. Ultrasonik
12.3. Manyetik
12.4. Girdap akımı
Üç yeterlilik seviyesinden birinde sertifikasyon için başvuran bir aday, belirli NDT yöntemlerinde sertifikalandırılır. Her adayın sertifika alanı, belirli nesnelerin izlenmesindeki faaliyetinin kapsamıdır:
1. Kazan muayene tesisleri
2. Gaz besleme (gaz dağıtım) sistemleri:
3. Kaldırma yapıları
4. Madencilik tesisleri
5. Kömür endüstrisi tesisleri
6. Petrol ve gaz endüstrisi ekipmanları
7. Metalurji endüstrisi için ekipmanlar
8. Patlama, yangın ve kimyasal açıdan tehlikeli endüstrilere yönelik ekipmanlar
9. Demiryolu ulaşım tesisleri
10. Tahıl depolama ve işleme tesisleri
11. Binalar ve yapılar (inşaat sahaları)
12. Elektrikle çalışan ekipmanlar
Şimdi "Salınımlar ve Dalgalar" bölümündeki tanımlara geçelim.
tereddüt- zaman içinde tekrarlanabilen ortalama bir konum etrafında hareket
Dalga- uzayda yayılan salınım hareketleri: ortamın bir noktasının titreşimleri komşu noktaya iletilir, vb.
Akustikte elastik titreşimler ve dalgalar dikkate alınır; diğer tahribatsız muayene türlerinde ise elektromanyetik titreşimler ve dalgalar kullanılır.
Esneklik- Ortamdaki noktaların, kuvvetin etkisinin sona ermesinden sonra orijinal durumuna dönme özelliği
Salınımlar frekans ve genlik ile karakterize edilir.
Sıklık- birim zaman başına salınım periyotlarının (döngü) sayısı (genellikle bir saniye)
Ortamda bir noktadan diğerine titreşimler belli bir hızda, yani ses hızında iletilir.
Dalgaboyu- aynı fazda salınan iki nokta arasındaki minimum mesafe
Birçok metalde sesin hızı yaklaşık 6000 m/s'dir. 6 MHz frekansında dalga boyu 1 mm'dir. Metallerin ultrasonik testinde genellikle 0,06 ila 12 mm uzunluğunda dalgalar kullanılır. Ultrasonik dalga- maddi bir ortamda ultrasonik frekansın elastik titreşimlerinin yayılma süreci Vücut dalgaları Boyuna dalga katı, sıvı ve gazlarda bulunur. Enine dalgalar yalnızca katılarda bulunur. Yüzey dalgaları Sınırlı katılarda dalgalar 1. kritik açı 2. kritik açı 3. kritik açı Ultrasonik alan Federal Demiryolu Taşımacılığı Ajansı Federal Devlet Eğitim Kurumu Orta mesleki eğitim Penza Demiryolu Taşımacılığı Koleji Bileşenlerin ve parçaların tahribatsız muayenesi,teknik teşhis sistemleri Ölçek Soru No. 1. Tahribatsız muayenenin genel hükümleri Soru No. 2. Manyetik tip tahribatsız muayene Soru No. 3. Araçların amaçları ve teknik teşhis sistemlerinin sınıflandırılması Soru No. 1. Tahribatsız muayenenin genel hükümleri Teknik teşhis- nesnelerin teknik durumunu belirleme teorisini, yöntemlerini ve araçlarını kapsayan bir bilgi alanı (GOST 20911-89) (17). Teknik teşhis- kusur ve hasarın yerini, türünü ve nedenlerini belirten bir nesnenin teknik durumunu belirleme süreci. Teknik teşhis sistemi PS, teşhisin ilgili düzenleyici ve teknik belgeler tarafından belirlenen kurallara göre gerçekleştirilmesine olanak tanıyan bir dizi nesne, yöntem ve aracın yanı sıra icracılardır. Bu sistem aşağıdaki sorunları çözmek için tasarlanmıştır: Teşhis(Yunanca “teşhis” kelimesinden - tanıma, belirleme) - bir trafo merkezinin veya montaj ünitesinin belirli bir andaki teknik durumunun değerlendirilmesi (bu durumda, arabaların ve lokomotiflerin üretim veya onarım kalitesi belirlenir); tahmin Hareketli bir ünitenin belirli bir çalışma süresinden sonra kendisini bulacağı teknik durumun (Yunanca "tahmininden" - öngörü, tahmin) (örneğin, arabaların teknik bakım noktalarında (PTO), sadece teknik durum değil) belirlenir, ancak aynı zamanda arabaların bir sonraki araca taşınması olasılığı konusuna da hatasız olarak PTO'ya karar verilir); Yaratılış(kökeni, oluşumu, oluşum süreci) - PS'nin geçmişteki teknik durumunun belirlenmesi (örneğin, bir kaza, çarpışma, diğer acil olaylardan önce); bu tür problemlerin çözümüne teknik genetik denir. Teşhis, trafo merkezi yaşam döngüsünün her aşamasında gerçekleştirilir: tasarım aşamasında, üretim sırasında, işletme sırasında ve planlanan tüm onarım türleri sırasında. Teşhis nesneleri (OD) olarak bir araba, lokomotif, montaj ünitesi veya parça, normal çalışmaları sırasında operasyonel etkiler yaşar ve trafo merkezinin operasyonel koşullara yakın çalışma koşullarını simüle ederek teknik teşhis araçlarının (TD) test etkilerini test eder. OD'nin teknik durumu, teşhis parametreleri (DP) ile değerlendirilebilir. Pirinç. 1 Arabaların ve lokomotiflerin teknik teşhisi için sistemin blok şeması. Önceden geliştirilmiş bir teşhis algoritmasına (AD) göre parametreleri ölçen ve dönüştüren STD'den gelen bilgiler, karar vermesi için operatöre (O) gider. PS tasarım aşamasında, teşhis nesnesinin matematiksel bir modeli geliştirilir, performans yönetimi taktikleri belirlenir, teşhis edilebilirlik gereksinimleri ve uygulanması için teknoloji formüle edilir ve tesiste bir dizi önleyici ve onarım çalışması atanır. Amaçlarına göre, teşhis sistemleri çalışabilirliği (bir araba, lokomotif veya montaj ünitesinin çalışıp çalışmadığını veya arızalı olup olmadığını), doğru işleyişini (çalışma parametrelerinin iyi teknik duruma uygun olup olmadığını), bir kusurun varlığını kontrol etmek için sistemlere ayrılır. (kusurun yerinin, tipinin ve tipinin, oluşma nedenlerinin belirlenmesi) . Teknik teşhis sistemleri ayrıca genel (montaj ünitelerinin ve parçalarının teknik durumunu değerlendirmek için), arabaların çalışması sırasında işlevsel, test (PS veya montaj ünitesi STD'den etkilendiğinde) olarak ikiye ayrılır. )
ve kombine (işlevsel ve test teşhis yöntemlerinin bir kombinasyonu). Soru No. 2. Manyetik tip tahribatsız muayene Manyetik NDT türü, test nesnesinin manyetik alanla etkileşiminin analizine dayanır ve yalnızca mıknatıslanabilen metal veya alaşımlardan yapılmış parçalara uygulanabilir. Yüzey veya yüzey altı kusurları tespit etmek amacıyla gevşek parçaları veya erişime açık parça parçalarını kontrol eder. Demiryolu taşımacılığında, demiryolu taşıtlarının aşağıdaki nesneleri manyetik teste tabi tutulur: şok çekiş ve fren ekipmanının parçaları, çeşitli modellerdeki bojilerin çerçeveleri, monte edilmiş ve ayrı ayrı, pivot pimleri, her tür tekerlek çiftinin aksları, hem monte edilmiş hem de serbest durumda, lokomotif tekerleklerinin diskleri, flanşları ve jant telleri, aks yataklarının gevşek halkalarının yanı sıra aks muylularına bastırılan iç halkalar, dişli jantları ve çekiş dişlileri, jeneratör milleri, çekiş motorları ve dişli düzenekleri, baskı halkaları, kilitleme şeritleri , yaylar, cıvatalar vb. P. Eğer bir kuvvet o uzaydaki bir nesneye etki ediyorsa, "boş" uzayda bir kuvvet alanının var olduğu söylenir. Örneğin, bir kişi sürekli olarak bir yerçekimi alanının hareketini deneyimler: Nerede olursa olsun, Dünya onu aynı büyüklükte ve yönde aynı kuvvetle çeker. Tüm kuvvet alanları için alan kuvvetini belirleme formülünün yapısı aynıdır. Her zaman cismin bulunduğu noktadaki alanı karakterize eden bir vektör miktarı ile cismi karakterize eden bir veya daha fazla niceliğin (kütle, yük, hız vb.) çarpımını içerir. Bu miktara denir tansiyon alanlar. Her kuvvet alanı, yalnızca üzerinde etki edebileceği bedenler tarafından yaratılır. Örneğin herhangi bir nesne, büyüklüğü, kütlesi, rengi vb. ne olursa olsun, kendi etrafında bir çekim alanı yaratır ve bu alan, diğer nesneleri ağırlık merkezlerini birleştiren bir çizgi boyunca çeker. Farklı bir fiziksel doğayı, elektrostatik (Coulomb) alanı ele alalım. Elektrostatik alanın daha seçici olduğunu, yalnızca yükleri hem pozitif hem de negatif olabilen yüklü cisimler tarafından yaratıldığını, ancak kütlenin her zaman pozitif olduğunu vurguluyoruz. Ancak formüllerin yapısı aynıdır: Kuvveti elde etmek için cisme ilişkin belirli bir değerin bu noktadaki alan kuvveti ile çarpılması gerekir. Kuvvet alanları kuvvet çizgileri ile tanımlanır. Herhangi bir alanın kuvvet çizgisinin ana özelliği, içinden geçtiği herhangi bir noktada, yoğunluk vektörünün yönünün, aynı noktada kendisine teğet yönü ve vektörlerin uzunlukları ile çakışmasıdır. enerji hattının tüm noktalarındaki gerilim değerleri aynıdır. Çizgilerin yoğun olduğu yerde alan gücü daha fazladır .
Çizgi dizisinden kişi yalnızca yönü değil, aynı zamanda her noktadaki alan kuvvetinin büyüklüğünü de yargılayabilir. Gücü her noktada aynı olan alana homojen denir. Aksi takdirde tekdüze değildir. Manyetik alan, kuvvet alanı türlerinden biridir. Ancak elektrostatikten farklı olarak daha da seçicidir; yalnızca hareketli yüklere etki eder. En güçlü manyetik alanlarda bile sabit yüklü nesnelere hiçbir kuvvet etki etmez. Manyetik alanda hareket eden bir cisme etki eden kuvveti belirlemeye yönelik formülün "tasarımının" öncekilerden daha karmaşık olması gerektiği açıkça ortaya çıkıyor. Manyetik test yöntemleri yalnızca ferromanyetik malzemelerden yapılmış parçalar için kullanılabilir. Malzemenin bütünlüğünün ihlal edildiği veya farklı manyetik geçirgenliğe sahip kalıntıların olduğu yerlerde mıknatıslanmış bir parçanın yüzeyinde ortaya çıkan başıboş manyetik alanların tespit edilmesine veya ölçülmesine dayanırlar. Bu kontrol yöntemi şu teknolojik işlemlerden oluşur: Ürünün kontrole hazırlanması; bir ürünün veya bir kısmının mıknatıslanması; ürünün yüzeyine ferromanyetik tozun (kuru yöntem) veya süspansiyonun (ıslak yöntem) uygulanması; yüzey muayenesi ve muayene sonuçlarının yorumlanması; manyetikliğin giderilmesi. Ürünleri incelemeye hazırlamak, bunların iyice temizlenmesini içerir. Üç mıknatıslanma yöntemi vardır: kutupsal (boyuna), kutupsal olmayan (dairesel) ve birleşik. Kutup mıknatıslamada elektromıknatıslar ve solenoidler kullanılır. Mıknatıslama sırasında parçadan büyük bir düşük voltaj akımı geçer, eğer parça içi boşsa elektrot mıknatıslama yöntemi kullanılır. Kombine yöntem, kutupsuz ve kutupsal mıknatıslama yöntemlerinin bir kombinasyonudur. .
Kutup mıknatıslanmasıyla, enine çatlakların tespit edildiği uzunlamasına bir alan oluşur. Polar olmayan mıknatıslama ile uç yüzeylerdeki uzunlamasına kusurlar (çatlaklar, kılcal çizgiler vb.) ve radyal çatlaklar ortaya çıkar. Kombine mıknatıslama ile ürün aynı anda iki karşılıklı dik manyetik kutba maruz bırakılır, bu da herhangi bir yöndeki kusurların tespit edilmesini mümkün kılar. Ürünleri mıknatıslamak için alternatif ve doğru akımın yanı sıra darbeli akım da kullanılabilir. Siyah veya koyu kahverengi renkli manyezit (demir oksit Fe3O4), hafif yüzeyli ürünleri kontrol etmek için manyetik tozlar olarak kullanılır. Kahverengi-kırmızı renkli demir oksit (Fe2O3) koyu yüzeyli ürünleri kontrol etmek için kullanılır. Yumuşak çelik talaşları en iyi manyetik özelliklere sahiptir. Koyu yüzeye sahip ürünleri kontrol etmek için renkli tozlar da kullanılır. Organik yağlar karışımlar (süspansiyonlar) için sıvı baz görevi görür. Karışımı hazırlarken 1 litre sıvıya genellikle 125-175 gr demir oksit tozu veya 200 gr talaş eklenir. Malzemenin manyetik özelliklerine bağlı olarak, ürünün artık mıknatıslanması kullanılarak veya uygulanan bir manyetik alan kullanılarak test yapılabilir. İlk durumda, parçaya kusur dedektörü kapalıyken, ikinci durumda ise kusur dedektörü açıkken toz uygulanır. Bir kusur varsa, çatlağın kenarları bölgesine yerleşen toz parçacıkları konturunu çizer, yani. yerini, şeklini ve uzunluğunu gösterir. Yüksek artık mıknatıslılığa sahip parçalar, aşınma ürünlerini uzun süre çekebilir ve bu da aşınmanın artmasına neden olabilir. Bu nedenle bu parçaların manyetikliği giderilmelidir. Soru No. 3. Araçların amaçları ve teknik teşhis sistemlerinin sınıflandırılması Teknik teşhis araçları, kontrol nesnesinin teknik durumunu değerlendirmek için bir dizi teknik araç anlamına gelir. Görevlere ve uygulama kapsamına bağlı olarak teknik teşhis araçları farklı kriterlere göre sınıflandırılabilir. Uygulama kapsamı açısından STD standart ve özel olarak ikiye ayrılabilir. Standart cinsel yolla bulaşan hastalıklar temel olarak işlevsel teşhis amaçlıdır; Teknik durumun rutin olarak izlenmesi için. Bunlar arasında standlar, mikrometrik aletler, göstergeler, kusur dedektörleri, çeşitli fiziksel büyüklükleri ölçen aletler yer alır. Amaçlarına göre, cinsel yolla bulaşan hastalıklar evrensel (genel amaçlı) ve uzmanlaşmış olarak ikiye ayrılır. Evrensel STD'ler, çeşitli tasarımlardaki trafo merkezlerinin teknik durumunun parametrelerini (elektrik akımı, voltaj, manyetik alan kuvveti ve indüksiyon, titreşim ve gürültünün spektral analizi, kusur tespit araçları vb.) ölçmek için tasarlanmıştır. Makinelerin, benzer arabaların ve lokomotiflerin belirli elemanlarını teşhis etmek için özel STD'ler oluşturulmuştur. STD'ler, kural olarak, kontrol edilen nesne üzerindeki etki kaynaklarından (test yönteminde), dönüştürücülerden, iletişim kanallarından, amplifikatörlerden ve sinyal dönüştürücülerden, ölçüm birimlerinden, teşhis parametrelerinin kod çözme ve kaydından (kaydedilmesinden), bilgi birikiminden ve işleme birimlerinden oluşur. Mikroişlemci teknolojisine dayalı, kişisel bilgisayarla uyumlu. Hareketlilik açısından bakıldığında, cinsel yolla bulaşan hastalıklar yerleşik ve taşınabilir olarak ikiye ayrılır. Yerleşik STD'ler, izleme nesnesinin genel tasarımına monte edilir (örneğin, binek araçların aks yatakları için ısıtma sensörleri) ve arızaları tren trafiğinin güvenliğini veya teknik güvenliği tehdit eden montaj birimlerinin sürekli izlenmesi için kullanılır. durumu yalnızca çalışma yükleri altında belirlenebilen (çalışan bir dizel motorun, kompresörün parametreleri). SAYFA SONU-- Harici STD'ler, kontrol süresi boyunca araca bağlanan sabit, mobil kurulumlar, taşınabilir cihazlar şeklinde gerçekleştirilir. Teşhis türlerine göre, teşhis yöntemleri ve araçları işlevsel ve teste ayrılır.İşlevsel yöntemler, normal çalışma koşullarında trafo merkezlerinin veya montaj birimlerinin çalışması sırasında ortaya çıkan ölçüm sinyallerinden oluşur. Test yöntemiyle, teşhis maddesinin dış etkisinin bir yansıması olarak sinyaller üretilir. Modern teşhis tesisleri, içinde karşılık gelen blokların (D-U-bilgisayar yapısı) sağlandığı, özel bilgisayarların kompakt kompleksleridir. STD'nin yapımında iki eğilim ortaya çıkmıştır: çok parametreli yapılar ve bilgilerin derinlemesine kod çözümüne sahip sistemler şeklinde. İlk durumda, teşhis nesnesine, nesnenin teknik durumunu değerlendirmek için birçok parametrenin kaydedildiği belirli bir şemaya göre çok sayıda farklı dönüştürücü kurulur. Bu yaklaşım önemli miktarda zaman gerektirir ve teşhis sisteminin hatasız çalışma olasılığını azaltır. İkinci eğilim, minimum sayıda dönüştürücü kurmak, ancak teknik durumu hakkında bir kararın verildiği kontrol edilen nesneden gelen sinyalleri - paraziti ve faydalı sinyalleri tanımlayarak alınan bilgilerin daha derinlemesine bir analizidir. Modern STD, genel teşhis şemasının karmaşıklığına rağmen, yüksek kontrol güvenilirliği ile malzeme maliyetlerinde önemli bir azalma elde etmenin mümkün olduğu ikinci eğilimin uygulanmasını mümkün kılmaktadır. Operasyonda ve planlanan araç onarımı sırasında kullanılan ana STD'ler tabloda sunulmaktadır. Gelen trenlerdeki arabaları kontrol etmek için ARM-OV ekipmanı geliştirildi - araba müfettişi için otomatik bir iş istasyonu. Taşımacılık endüstrisinin uzun vadeli gelişimine yönelik plan, montaj birimlerinin teknik durumunun izlenmesi için otomatik teşhis sistemlerinin yaygın kullanımıyla birlikte taşımaların bakımı ve onarımı için yüksek verimli, atıksız teknolojilerin kullanılmasını sağlar: Hareket halindeyken demiryolu taşıtlarının tekerlek takımlarının izlenmesi için otomatik temassız kompleks “Express-Profile”; Kompleks istasyonuna yaklaşımlarda arabaların tekerlek çiftlerini ölçmek için otomatik teşhis kompleksi; Araç yükleme kalitesini belirleyen sistem; Otomatik tekerlek kontrol cihazı ve aks kutusu kayması; Frenli tekerlekler, kaydırıcılar, kaynaklar için entegre izleme sistemi, ezikler, düzensiz yuvarlanma, ince sırt, tekerlek çatlakları; Yük vagonlarının açık, sabit olmayan, deforme olmuş kapakları ve kapıları için izleme sistemi; İstasyona yaklaşırken negatif dinamikleri (ASOOD) olan arabaları tespit etmek için otomatik sistem. Ağ bakım noktalarının otomatik teşhis sistemleriyle donatılması, artırılan garanti alanlarında ağırlığı 14 bin tona kadar olan trenlerin güvenli geçişini sağlayacak. Edebiyat Taşımacılık endüstrisinde tahribatsız muayene. EVET. Moikin. 2. Demiryolu vagonlarının parça ve düzeneklerinin modern teknik teşhis yöntemleri ve tahribatsız muayenesi. Krivorudchenko V.F., Akhmedzhanov R.A. 3. Taşımacılık endüstrisinde tahribatsız muayene. EVET. Moikin. 4. Araba tamir teknolojisi. B.V. Bykov, V.E. Pigarev. Yıkıcı olmayan
kontrol, nesnelerin tam bir kalite kontrolüdür ve daha sonra amaçlanan amaçlar için kullanılabilirler. Kontrolün güvenilirliği üç ana faktörle sağlanır: Kontrol sürecinin organizasyonu; teknik araçlar; insan faktörü. Aynı zamanda her aşamada etkin kontrol sistemleri sağlanmalıdır: imalat – işletme – onarım
. Kontrolün yüksek güvenilirliği ve güvenilirliği, yalnızca bilgisayar teknolojisini kullanarak bilgilerin işlenmesi ve nesnenin kalitesi hakkında sonuç içeren bir belgenin yayınlanması da dahil olmak üzere otomatikleştirilmesiyle sağlanabilir. Bugün kusur dedektörleri filosu aktif olarak güncellenmektedir. Kusurlar
farklı olabilir tip
ve teknolojik özelliklerini belirleyin, örneğin: Süreksizlik, yapısal heterojenlik, boyutların nominalden sapması vb. Kusurlar türü ne olursa olsun üçe ayrılır: tür
operasyonel özelliklerini belirleyen: kritik (kabul edilemez, akut kusurlu) - ürünü kullanmak imkansızdır, kabul edilemez veya güvensizdir; önemli - nesnenin operasyonel özelliklerini önemli ölçüde etkileyen, ancak kabul edilebilir bir kusur; önemsiz. Ultrason. Ultrasonik dalga türleri. Ultrasonik dalgaların özellikleri Ultrason, 20 kHz'den 1000 MHz'e kadar frekansa sahip bir ortamdaki parçacıkların mekanik titreşimlerinin, enerji aktarımıyla birlikte ve madde aktarımı olmadan yayılması işlemidir. Maddenin bireysel parçacıkları belirli bir genlikte titreşimlere maruz kalır A(denge konumundan maksimum sapma) denge konumları etrafında. Tam bir salınım döngüsünü tamamlamak için gereken süreye periyot denir ( T). Tek tek parçacıkların salınım hareketi iletilir ve
ultrasonik (akustik) dalgalar komşu parçacıklar arasında elastik bağların varlığı nedeniyle.
Esneklik– ortamın parçacıklarının orijinal konumlarına dönme özelliği. Bireysel parçacıkların, dalganın yayıldığı yönde titreştiği dalgaya denir. boyuna. Boyuna bir dalga, ortamın sıkıştırma ve seyrekleşme alanları, yüksek ve düşük basınç alanları arasında değişmesiyle karakterize edilir. Boyuna dalgalar katılarda, sıvılarda ve gazlarda yani her ortamda yayılabilir. Sıvılarda ve gazlarda yalnızca boyuna dalgalar yayılabilir. Bireysel parçacıkların yayılma yönüne dik bir yönde salındığı dalgaya denir. enine
veya kırpmak. Enine dalgalar yalnızca katı ortamlarda yayılabilir. Ultrasonun temel özellikleri şunlardır: yayılma hızı (C), dalga boyu (
), yoğunluk (BEN), sıklık (F) ve dalga tipi. Frekans, periyodun (T) karşılığıdır ve birim zamanda (saniye) kaç salınım meydana geldiğini gösterir. Ultrasonik dalganın hızı, yayıldığı ortamın fiziksel özelliklerine bağlıdır ve farklı dalga türleri için farklıdır. Metaller için, uzunlamasına ultrasonik dalganın hızı, enine ultrasonik dalganın hızının yaklaşık iki katıdır. Ultrason yoğunluğu. Ultrason zayıflaması. Yayılırken, bir ultrasonik dalga, hareketi yönünde belirli bir enerji taşır. Bir dalganın yayılma yönüne dik birim alan boyunca birim zamanda aktardığı enerji miktarına denir.
dalga yoğunluğu (
BEN
)
.
Dalga yoğunluğu BEN parçacık salınımlarının genliğinin karesiyle orantılıdır ( BEN A 2). Pratikte dönüştürücülerin elektrik sinyallerinin genliklerinin oranı ölçülür (harflerle göstereceğiz) sen 1
Ve sen 2
), bu da parçacıkların titreşim genlikleri ile orantılıdır A 1 ve A 2. Bu durumda ölçü birimi desibeldir. Dalga, herhangi bir sapma olmadan kesin olarak tanımlanmış bir yönde bile yayıldıkça yoğunluğu azalır. Dalga yoğunluğunun azalmasına denir zayıflama
ultrason. Dalga, üstel bir yasaya göre zayıflar. Ultrasonik titreşimlerin zayıflamasına iki fiziksel süreç neden olur: emilim
Vesaçılma
.
Bu nedenle zayıflama katsayısı şu şekilde yazılabilir:
=
emer.
+
muhalif olmak. Şu tarihte: emilim Parçacık titreşimlerinin mekanik enerjisi t'ye dönüşür eplovaya. Bu, ortamın iç sürtünmesi ve termal iletkenliği nedeniyle oluşur. Emilim en çok sıvılarda, gazlarda ve camlarda belirgindir. Belirli bir malzeme için zayıflama katsayısı artan ultrasonik frekans ve sıcaklıkla birlikte artar. Bu durum, iç sürtünme kuvvetleri nedeniyle ısıya dönüştürülen enerjinin payının bir salınım döngüsünde aynı olmasıyla açıklanmaktadır. Ultrasonik test frekansının artmasıyla birim zaman başına salınım çevrimi sayısı da arttığından, bu durum ultrasonik test enerjisinin ısıya dönüşümünde kayıpların artmasına neden olur. Ultrason saçılımı, malzeme taneciklerindeki farklı bileşenlerin (örneğin, ferrit, grafit) varlığından, kristal taneciklerin farklı yönelimlerinden ve ayrıca gözeneklerin veya yabancı kalıntıların varlığından kaynaklanabilir. Yapısı ısıtılarak değişen kaynaklı bağlantılarda ultrason saçılımında bir artış meydana gelir. Bu, ayna gölgesi yöntemini kullanarak onları kontrol etmeyi zorlaştırır. Ortamlar arasındaki arayüzde ultrasonik dalgaların normal görülme sıklığı. Yansıma ve şeffaflık katsayıları. Normalde iki ortam arasındaki arayüze bir ultrasonik dalga geldiğinde, dalga enerjisinin bir kısmı arayüzden yansır, diğer kısmı ise içinden geçer. Yansıyan ve iletilen dalgaların enerji dağılımı, bitişik malzemelerin mekanik özelliklerine bağlıdır: dalga hızları
Veorta yoğunluklar
Yoğunluk yansıyan dalga
olumsuz azimli Yansıma katsayısıR=
olumsuz /
ped ,
Nerede
ped
–olay dalga yoğunluğu. Yansıma katsayısı ortamın özelliklerine bağlıdır R=(
1
İLE 1
–
2
İLE 2
/
1
İLE 1
+
2
İLE 2
)
2
.
Aynı şekilde, iletilen dalga yoğunluğu
Lütfen aynı zamanda gelen dalganın yoğunluğunun da bir kısmıdır ve bu oranın değeri katsayı kullanılarak belirlenebilir. D
–
şeffaflık katsayısı (geçiş)
D
=
Lütfen /
ped .
burada R+
D=1
veya R+
D=100%.
Formülden de anlaşılacağı üzere daha fazla fark ortamın akustik empedansları arasında yansıma katsayısı ne kadar büyük olursa R ve sırasıyla daha az şeffaflık katsayısı D. Örneğin, çelik-hava arayüzünün spesifik akustik dirençleri arasında büyük bir fark vardır (
ÇELİK = 45,
VOD = 0,00075) ve bunun sonucunda yansıma katsayısı R pratik olarak 1'e eşittir (dalga enerjisinin %100'ü yansıtılır) ve buna göre şeffaflık katsayısı sıfıra eşit olacaktır: D 0. Bu nedenle, çelikten veya başka bir malzemeden yapılmış bir ultrasonik dalga, hava sınırına düştüğünde, dalga buradan geçemeyecek, tamamen yansıyacaktır. Ultrasonik titreşimlerin piezoelektrik dönüştürücüden kontrol edilen ürüne ve geriye doğru geçmesi için, aralarına havayı vb. yerinden eden bir sıvı katmanının dahil edilmesi gerekir. hava-madde sınırı kaybolur. Öte yandan ultrasonik dalgaların farklı akustik özelliklere sahip ortamların sınırlarından yansıyacak özelliği, süreksizlik gibi kusurların tespitinde kullanılmaktadır.: gözenekler, gazla dolu çatlaklar ( R= 1) veya cüruf ve diğer kalıntılar (0 R
1). İki ortam arasındaki arayüzde ultrasonik dalgaların eğik gelişi, Snell yasası. Kritik açılar. Eğik bir olay durumunda, farklı hızlarda ultrasonik dalgalara sahip iki ortam arasındaki arayüzde üç olay meydana gelebilir: yansıma, kırılma ve dönüşüm
dalgalar. Refleks
iki ortam arasındaki arayüzde meydana gelen bir dalganın aynı ortamda yayılma yönünü değiştirmesi olayıdır. Refraksiyon
–
bu, iki ortam arasındaki arayüzden geçerken ultrasonik dalganın yayılma yönündeki bir değişikliktir .
dönüşüm
ortamlar arasındaki arayüzde meydana gelen bir tür dalganın başka tür dalgalara dönüşmesine denir. Dönüşüm hem bir dalga yansıtıldığında hem de kırıldığında meydana gelebilir. Yansıma ve kırılma kanunundan, gelen dalgayla aynı türden bir dalganın yansıma açısının her zaman dalganın geliş açısına eşit olduğu sonucu çıkar. Aynı hızlara sahip ortamlar arasındaki arayüzden geçerken kırılma açısı da geliş açısına eşit olacaktır. Diğer durumlar için açılar Dalgaların kırılması ve yansıması her zaman aynı olacaktır Daha, Nasıl hızın üstünde Bu dalgaların yayılması. Geliş açısı ise
0° ... 10° aralığındadır, o zaman kırılan enine dalganın yoğunluğu ( C T 2) önemsizdir ve dolayısıyla kontrollü ürüne neredeyse yalnızca uzunlamasına bir dalga dahil edilebilir. Örneğin, bir ürüne belirli bir açıyla uzunlamasına bir dalga uygulamak
ben 2
=
18° geliş açısı
= 8° ve doğrudan ayrı-birleşik transdüserlerde geliş açısı
0° ... 4° Geliş açısı arttığında
diğer tüm açıların değerleri de artar. Herhangi bir dalganın kırılma veya yansıma açısının 90°'ye eşit olduğu gelme açısına denir. kritik açı. Yani bir miktar değer için
=
Boyuna dalganın KR1 kırılma açısı
ben 2, 90 0'a yaklaşıyor ve arayüzey boyunca kaymaya başlıyor. Boyuna dalganın ikinci ortama nüfuz etmediği en küçük boyuna dalganın geliş açısına denir. ilk kritik açı
KR1.
Yayılma hızı ve parçacıkların yer değiştirmesinin doğası, uzunlamasına bir dalganın özelliklerine benzer, ancak bu dalga, enine bir dalganın ondan 34°'lik bir açıyla bölünmesi nedeniyle hızla zayıflar. Bu durumda yayılan dalgalar kümesine denir. KAFA
dalga. Geliş açısının daha da artmasıyla
öyle bir an gelir ki enine dalganın kırılma açısı
T 2, 90°'ye yaklaşır ve ikinci ortama girmez, ancak arayüzey boyunca kayar. Enine dalganın ikinci ortama geçmeyeceği boyuna dalganın en küçük geliş açısına denir. ikinci kritik açı
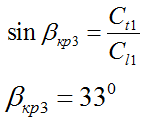
KR2. Birinci ve ikinci kritik açıların değerleri karşılık gelen ifadeler kullanılarak hesaplanabilir: günah
KR1 =
C ben 1 /
C ben 2 ,
günah
KR2 =
C ben 1 /
C T 2
.
Yani pleksiglas-çelik arayüz için
KR1 27°,
KP2 55° ve çelik kalitesine ve ortam sıcaklığına bağlı olarak bu değerlerden biraz sapmaktadır.Böylece boyuna dalganın arayüze geliş açılarında açılarda
KR1
KR2 katı bir cismin hacmine yalnızca enine bir dalga ve geliş açılarıyla girecektir.
KR2 cisim dalgaları ikinci ortamda uyarılmayacaktır.Kontrollü üründe sadece enine dalgayı uyarmak için geliş açısı seçilmelidir.
KR1
KR2. Ultrasonun emisyonu ve alımı. Piezo plakaların üretiminde kullanılan malzemeler. Piezoplakaların özellikleri. Şu anda, kusur tespitinde ultrason yaymak ve almak için en büyük uygulama piezoelektrik etki
. Bunun etkisi, bazı malzemelerin kristallerinin deformasyonudur ( piezoelektrikler) yüzlerinde elektrik yüklerinin ortaya çıkmasına neden olur. Elektrotlar bu tür malzemeden bir plakaya uygulanırsa ve iletkenler kullanılarak hassas bir cihaza bağlanırsa, plaka elektrotlar arasında sıkıştırıldığında belirli bir büyüklükte ve işarette bir elektrik voltajının ortaya çıktığı ortaya çıkacaktır. Plaka gerildiğinde stres de ortaya çıkar, ancak bunun tersi olur. Bir plakanın deformasyonu sırasında yüzeylerinde elektrik yüklerinin ortaya çıkması olgusuna denir. doğrudan piezoelektrik etki. Bunun tersi bir durum da vardır; plakanın elektrotlarına elektrik voltajı uygulandığında, uygulanan voltajın polaritesine bağlı olarak boyutları azalacak veya artacaktır. Uygulanan voltajın işareti belirli bir frekansta değiştiğinde plaka aynı frekansta sıkıştırılır ve gerilir. Bir elektrik alanın etkisi altında plakanın boyutlarının değişmesi olayına denir. ters piezoelektrik etki. Böylece, bir piezoelektrik plaka kullanarak elektriksel titreşimleri ultrasonik olanlara (ters piezoelektrik etki - ultrason yaymak için) ve tersine ultrasonik olanları elektriksel olanlara (doğrudan piezoelektrik etki - ultrasonik titreşimleri almak için) dönüştürmenin mümkün olduğu ortaya çıktı. Aynı zamanda, elektrotlar üzerindeki elektrik sinyalinin genliğinin (doğrudan ve ters piezoelektrik etkilerle), parçacıkların mekanik titreşimlerinin genliği ile orantılı olduğunu ve bu durumun ölçümü mümkün kıldığını (karşılaştırma) bir kez daha belirtmek önemlidir. ) ultrason yoğunlukları. Ultrasonik titreşimleri uyarmak ve kaydetmek (yaymak ve almak) için, aktif elemanların bulunduğu piezoelektrik dönüştürücüler (PET'ler) kullanılır. piezoelektrik elemanlar- yüzeylerinde metal elektrotlar biriktirilmiş, piezoelektrik özelliklere sahip bir malzemeden yapılmış plakalar. Ultrasonik kusur tespiti için kullanılan piezoelemanlar çoğunlukla piezoseramiklerden yapılır: kurşun zirkonat titanat (ZTS-19) ve baryum titanat (TBA). Piezoseramik plakalar kuvars gibi doğal kristallere kıyasla daha ucuzdur ve dönüşüm katsayısı daha yüksektir. Plakaların ısıtıldığında piezoelektrik özelliklerini kaybettiği sıcaklığa denir. sıcaklık (nokta
)
Curie
.
TsTS-19'dan yapılan plakalar piezoelektrik özelliklerini 290 0 C sıcaklıkta ve TBC'den 120 0 C sıcaklıkta kaybeder. Dönüştürücülerin ana çalışma özellikleri:
doğal rezonans frekansı, kalite faktörü, yakın bölge uzunluğu, gizlenme açısı, radyasyon modeli
Plakanın geometrik boyutları ve şekli ile belirlenir. Doğal rezonans (çalışma) frekansıİnce bir piezoelektrik plakanın kalınlığı, piezomalzemedeki ses hızı ve kalınlığı ile belirlenir. Düz, eğimli, PC ve birleşik transdüserlerin tasarımı. Sembollerinin yapısı. Piezoelektrik dönüştürücüler (PET'ler) ultrasonik titreşimleri yaymak ve almak için kullanılır. Probun ana elemanları: 1 – piezoelektrik eleman, 2 – sönümleyici ve doldurma kütlesi, 3 – besleme kabloları, 4 – konektör, 5 – mahfaza, 6 – koruyucu, 7 – prizma, 8 – kontrollü nesne, 9 – elektroakustik ekran. Piezoelektrik eleman (1), ultrason uyarıldığında elektriksel titreşimleri akustik titreşimlere ve/veya onu alırken geri dönüştürmeye yarar. Doğrudan bir probda (ve bazı ayrı-kombine (RS) prob tasarımlarında), piezoelektrik elemanı aşınma ve mekanik hasardan korumaya yarayan bir koruyucu (6) ile kontrollü üründen (8) ayrılır. Eğimli ve bazı RS prob tasarımlarında, koruyucunun rolü, aynı anda geliş açısını ayarlayan, yani ürüne ultrason girişinin açısını belirleyen bir prizma (7) tarafından oynanır. Piezoelektrik eleman konnektöre (4) kurşun kablolarla (3) bağlanır. Damper (2) kısa darbeler oluşturmak için kullanılır. Ayrıca dolgu bileşiğiyle birlikte dönüştürücüye ilave mekanik dayanıklılık kazandırır. Probun tüm elemanları genellikle bir mahfazanın (5) içine yerleştirilir. Düz problar, ürüne uzunlamasına dalgalar vermek için kullanılır ve eğimli olanlar, uzunlamasına dalgalar (ilk kritik olana kadar prizma açılarında), ancak daha sıklıkla enine veya yüzey dalgaları görevi görür. Kombine problar, farklı ultrason giriş açılarına sahip ikiden fazla piezoelemana sahiptir. Piezoelektrik dönüştürücü, P harfi ve bir dizi sayıyla işaretlenmiştir, örneğin P 121-2,5-50. Bu durumda, ilk sayı ürüne ultrason verme yöntemini gösterir ve şu şekilde olabilir: 1 – temaslı, 2 – daldırma, 3 – temaslı daldırma, 4 – temassız. İkinci sayı, probun tasarımını ifade eder ve şu şekilde olabilir: 1 – düz, 2 – eğimli, 3 – birleşik. Üçüncü sayı, probu kusur dedektörüne bağlama yöntemini gösterir ve şu şekilde olabilir: 1 – birleşik devre, 2 – ayrı-birleşik, 3 – ayrı. Bunu megahertz cinsinden çalışma frekansının değeri, giriş açısı (düz çizgiler için belirtilmeyebilir) ve imalatçının tasarım özellikleri, kullanılan malzemeler ve model numarası hakkında ek bilgileri takip eder. Seri numarası herhangi bir PEP'te belirtilmelidir. Yakın ve uzak bölge kavramı. Ultrasonik yayıcıların yön desenleri. Ultrasonik dalganın enerjisi her yöne eşit olarak yayılmaz, dar ve hafifçe ayrılan bir ışın içerisinde yayılır. Yayıcının yakınında dalga sapmadan yayılır; bu bölgeye denir. yakın bölge
veya Fresnel bölgesi. Yakın bölgenin dışında başlar mesafe
alan
veya Fraunhofer bölgesi. Bu bölgede dairesel bir plaka tarafından oluşturulan ultrasonik alan kesik bir koni olarak temsil edilebilir. Ultrason frekansı arttıkça açı 2
R Belirli bir çaptaki bir yayıcının radyasyon modelinin ana lobunun açıklığını karakterize eden azalacaktır. 2,5 MHz ultrason frekansında ve 2 yayıcı çapında A= 12 mm, çelikteki yakın bölgenin uzunluğu yaklaşık 15 mm ve açılma açısının yarısıdır
p 14°'yi aşmaz. İÇİNDE yakın bölge yoğunluğu hem ışın boyunca hem de kesiti boyunca ultrasonik alan Eşit dağılmamış ve noktadan noktaya değişiklik gösterir. İÇİNDE uzak bölge–
yoğunluk sorunsuz düşme, hem kiriş boyunca hem de kesiti boyunca. Vericinin uzak bölgesindeki maksimum alan yoğunluğu noktalarının geometrik konumu ve yakın bölgedeki devamı denir.
dönüştürücünün akustik ekseni
.
Alan yönü veya açıya bağlı olarak uzak bölgedeki ultrasonik ses yoğunluğunun değişmesi
Belirli bir ışının yönü ile vericiden sabit bir mesafedeki akustik eksen arasındaki p, sözde kullanılarak görüntülenebilir. radyasyon desenleri
.
Piezoelektrik eleman bir disk şeklindeyse, doğrudan probun yön modelinin ana lobunun şekli eksene göre simetriktir ve bir "kulüp" şekline sahiptir. Alan genliğinin birden sıfıra düştüğü radyasyon modelinin merkezi kısmına denir. ana taç yaprağı
. Radyasyon alanının enerjisinin yaklaşık %85'i ana lobda yoğunlaşmıştır. Ana lobun dışında, radyasyon modelinin yan lobları olabilir. Ultrasonik kusur tespit yöntemleri: darbe yankı yöntemi, gölge, ayna-gölge ve ayna yöntemleri. Çoğu ultrasonik kusur dedektörü darbelidir. Çalışma prensibi ürün içerisine ultrasonik darbeler göndererek bunların yansımalarını ürünün süreksizliklerinden veya yapısal elemanlarından almaya dayanmaktadır.
Gölge yöntemi
kontrol, ürüne her iki taraftan erişimi içerir (Şekil 2.2) ve probu açmak için ayrı bir devre ile uygulanır. Bu durumda ultrason bir prob (I) tarafından yayılır, kontrol edilen üründen geçer ve diğer taraftaki başka bir prob (P) tarafından alınır. Gölge yönteminde bir kusurun işareti, eşik seviyesinin altına düşme veya kontrol edilen üründen geçen sinyalin kaybıdır.. Yöntem son derece hassastır ancak kusurun derinliği hakkında bilgi vermez. Kusurun boyutu, iletilen sinyalin zayıflama derecesine göre değerlendirilebilir. Ek olarak, gölge sondajı sırasında sinyal genliğindeki azalmayı etkileyen başka faktörler de vardır: yüzey pürüzlülüğü, ultrason zayıflaması, ışın sapması ve dönüştürücülerin yanlış hizalanması. Şu tarihte: ayna gölge yöntemi
(ZTM) verici ve alıcı aynı tarafta bulunur (temas). Ayna-gölge yöntemi bir doğrudan veya iki eğik dönüştürücüyle uygulanabilir. İlk şemaya göre çalışırken, demiryolu kusurlarının tespitinde daha çok ayrı bir kombine dönüştürücü kullanılır. Alıcı, “alt” sinyal olarak adlandırılan karşı taraftan (alttan) yansıyan sinyali kaydeder. Ultrason üründen iki kez geçerek kontrolün hassasiyetini artırır. İkinci ve sonraki dip sinyallerini kullanarak da çalışabilirsiniz, hassasiyet artacaktır. Gölge yönteminden farklı olarak ZTM, ürüne çift taraflı erişim gerektirmez, ancak iki düzlem paralel yüzeyin varlığı gereklidir. Direkt prob kullanıldığında kusurun derinliği hakkında da bilgi vermez. ETM testi sırasında bir kusurun işareti, alt sinyalin kaybolması veya eşik seviyesinin altında zayıflamasıdır.. Kusurun boyutu, alt sinyalin zayıflama derecesine göre değerlendirilebilir. Bir kusurun tespit edilebilirliği büyük ölçüde onun akustik eksene göre yönüne bağlı değildir. Ultrasonik kusur tespitinin yankı yöntemi, ürüne kısa ultrasonik sinyallerin (sondalama darbeleri) gönderilmesine ve tespit edilen kusurlardan yansıyan sinyallerin (yankı sinyalleri) kaydedilmesine dayanır..Doğrudan dönüştürücü ile izleme yapılırken, arızadan gelen yankı sinyalinin yanı sıra ekranda bir alt sinyal de mevcut olabilir. Kontrol, karşı yüzeyden yansıyan bir ışınla (Şekil 2.4 c) ve aynı zamanda birden fazla yansıyan ışınla mümkündür. Yankı testi yöntemini kullanan bir kusurun işareti, kusur dedektörünün belirli bir hassasiyetinde ASD yanıt eşiğinin üzerinde genliğe sahip bir yankı sinyalinin kontrol bölgesinde ortaya çıkmasıdır. Bazı durumlarda (örneğin, dönüştürücünün akustik eksenine sıfırdan farklı bir açıyla yönlendirilmiş ayna yüzeyindeki bir çatlak), yankı yöntemi çok gelişmiş bir kusuru bile hiç tespit edemeyebilir. Ancak kusurdan yansıyan sinyalin nereye yönlendirileceği biliniyorsa, alıcı yoluna kurularak bu sinyali kaydedebilir. Bu kontrol yöntemine denir aynalı
Darbe yankı yöntemini kullanarak bir kusurun ölçülen ana özellikleri: kusurun koordinatları, kusurun koşullu boyutları. Ultrasonu yansıtan yüzey türleri. Ultrasonik yankı yöntemini kullanarak reflektörün koordinatlarını ölçme prensibi, yankı sinyalinin varış zamanını ölçmektir - T problama darbesinden sonra ve bunun ilgili koordinatta yeniden hesaplanması Doğrudan bir probla çalışırken, yalnızca kusurun yansıtıcı yüzeyinin derinliği belirlenir - N. Zamana göre hesaplanır T
yankı sinyalinin gelişi Eğik bir prob için iki koordinat belirlenir: H– kusurun yansıtıcı yüzeyinin derinliği ve L
– Işın çıkış noktasından kusurun yansıtıcı yüzeyinin, taramanın gerçekleştirildiği ürünün yüzeyine izdüşümüne kadar olan mesafe. N ve mesafe L
yankı sinyalinin en büyük değere sahip olduğu prob konumunda belirlenir. Ultrasonik test yöntemleri kullanılarak bir kusur tespit edildiğinde, gerçek boyutları ölçülemez ancak yaklaşık olarak tahmin edilebilir. Bu kusur boyutlarına denir koşullu Kural olarak gerçek olanlardan daha büyüktürler ve birçok faktöre bağlıdırlar: konfigürasyon, yönelim, kusurun derinliği, ölçüm yöntemi, kusur dedektörünün hassasiyeti ve ayrıca probun yön düzeni. Koşullu boyutları bilmek, bir kusur tehlikesinin değerlendirilmesine ve nesnenin daha fazla çalıştırılma olasılığı hakkında karar verilmesine yardımcı olur.Bir kusurun koşullu doğrusal boyutları şunları içerir: koşullu uzunluk–
Δ L;
nominal yükseklik–
Δ N;
geleneksel genişlik–
Δ X. Demiryolu kusur tespitinde de bu kavram kullanılmaktadır. rayın uzunluğu boyunca kusurun koşullu uzunluğu.
Eğimli problarla çalışırken, üç geleneksel boyutun tümü ölçülebilir. A ve B tipi süpürme kavramı. Standart örnek SO-3R'nin tasarımı ve amacı. Darbe yankı yöntemini kullanarak ray muayenesinin temel parametreleri. Yapılandırılma sırası. Kaynaklı bağlantılara sahip çeşitli nesneler için güvenli çalışma koşullarını sağlamak için tüm dikişler düzenli olarak kontrol edilmelidir. Metal bağlantılar yeniliğine veya uzun ömürlü olmasına bakılmaksızın çeşitli kusur tespit yöntemleriyle kontrol edilir. En etkili yöntem, X-ışını kusur tespiti, gama kusuru tespiti, radyo kusuru tespiti vb. için elde edilen sonuçların doğruluğu açısından üstün olan ultrason - ultrasonik teşhistir. Bu yeni bir yöntem olmaktan uzaktır (ultrason testi ilk kez 1930'da yapılmıştır), ancak çok popülerdir ve hemen hemen her yerde kullanılmaktadır. Bunun nedeni, küçük olanların bile varlığının, mukavemet gibi fiziksel özelliklerin kaçınılmaz kaybına yol açması ve zamanla bağlantının bozulmasına ve tüm yapının uygunsuzluğuna yol açmasıdır.
Ultrason dalgası insan kulağı tarafından algılanmaz ancak birçok teşhis yönteminin temelini oluşturur. Yalnızca kusur tespiti değil, aynı zamanda diğer teşhis endüstrileri de ultrasonik dalgaların nüfuzuna ve yansımasına dayalı çeşitli teknikler kullanır. Bunlar, ana gereksinimin teşhis süreci sırasında (örneğin teşhis tıbbında) incelenen nesneye zarar vermenin kabul edilemezliği olduğu endüstriler için özellikle önemlidir. Bu nedenle, kaynakların izlenmesi için ultrasonik yöntem, tahribatsız bir kalite kontrol yöntemidir ve belirli kusurların yerini belirler (GOST 14782-86). Ultrasonik testin kalitesi, cihazların hassasiyeti, kurulum ve kalibrasyon, daha uygun teşhis yönteminin seçimi, operatörün deneyimi ve diğerleri gibi birçok faktöre bağlıdır. Dikişlerin uygunluğunun kontrolü (GOST 14782-86) ve bir nesnenin çalışma için onaylanması, her türlü bağlantının kalitesini belirlemeden ve en küçük kusuru bile ortadan kaldırmadan mümkün değildir. Kaynakların ultrasonik muayenesi, kabul edilemez büyüklükteki gizli ve dahili mekanik kusurların ve belirli bir standarttan kimyasal sapmaların izlenmesi ve araştırılması için tahribatsız bir yöntemdir. Ultrasonik kusur tespiti (USD) yöntemi, çeşitli kaynaklı bağlantıların teşhis edilmesi için kullanılır. Ultrasonik test, hava boşluklarının, kimyasal olarak tek biçimli olmayan bileşimin (cüruf yatırımları) ve metalik olmayan elementlerin varlığının belirlenmesinde etkilidir.
Ultrasonik test teknolojisi, yüksek frekanslı titreşimlerin (yaklaşık 20.000 Hz) metale nüfuz etme ve yüzeydeki çiziklerden, boşluklardan ve diğer düzensizliklerden yansıma kabiliyetine dayanmaktadır. Yapay olarak oluşturulan, yönlendirilmiş bir teşhis dalgası, test edilen bağlantıya nüfuz eder ve bir kusur tespit edilirse normal yayılımından sapar. Ultrason operatörü bu sapmayı cihaz ekranlarında görür ve belirli veri okumalarına dayanarak belirlenen kusuru karakterize edebilir. Örneğin: Günümüzde endüstri, yalnızca verileri kaydetme ve değerlendirme biçiminde farklılık gösteren beş ana ultrasonik test yöntemini (GOST 23829 - 79) kullanmaktadır: Ultrasonik dalga yöntemini kullanan teşhise yönelik hemen hemen tüm cihazlar benzer bir prensibe göre tasarlanmıştır. Ana çalışma elemanı kuvars veya baryum titanitten yapılmış bir piezoelektrik sensör plakasıdır. Ultrason cihazının piezoelektrik sensörü prizmatik arama başlığında (probda) bulunur. Prob dikişler boyunca yerleştirilir ve ileri geri hareket sağlayarak yavaşça hareket ettirilir. Bu sırada plakaya yüksek frekanslı bir akım (0,8-2,5 MHz) verilir ve bunun sonucunda uzunluğuna dik ultrasonik titreşim ışınları yaymaya başlar. Yansıyan dalgalar aynı plaka (başka bir alıcı prob) tarafından algılanır, bu plaka onları alternatif elektrik akımına dönüştürür ve dalgayı osiloskop ekranında hemen reddeder (bir ara tepe noktası belirir). Ultrasonik test sırasında sensör, farklı sürelerde (ayarlanabilir değer, μs) elastik titreşimlerin alternatif kısa darbelerini gönderir ve bunları daha uzun duraklamalarla (1-5 μs) ayırır. Bu, hem bir kusurun varlığını hem de oluşumunun derinliğini belirlemenizi sağlar. Bazen kusurun doğasını daha doğru belirlemek için ultrasondan elde edilen özellikler yeterli olmaz ve X-ışını kusur tespiti veya gama kusuru tespiti kullanılarak daha ayrıntılı çalışmaların uygulanması gerekir.
Kaynakların ultrason bazlı muayenesi oldukça açıktır. Ve doğru yapılan bir kaynak test yöntemi ile mevcut kusura ilişkin tamamen kapsamlı bir cevap verir. Ancak ultrasonik testlerin uygulama kapsamı da vardır. Ultrasonik test kullanarak aşağıdaki kusurları tespit etmek mümkündür: Benzer ultrasonik testler aşağıdaki metallerde yapılabilir: Ultrason geometrik çerçevede gerçekleştirilir: Aşağıdaki dikiş türleri muayeneye tabidir: Bu tekniğin ana kullanım alanları Dikişlerin bütünlüğünü izlemeye yönelik ultrasonik yöntem yalnızca endüstriyel sektörlerde kullanılmaz. Bu hizmet - ultrason taraması - evlerin inşaatı veya yeniden inşası sırasında da özel olarak sipariş edilir. Ultrason testi en sık kullanılır:
Genlik- denge konumundan en büyük sapma
Ultrasonik testte, A" genliğinin zayıflaması genellikle test nesnesinde uyarılan Ao salınımlarına göre ölçülür. Bunun için logaritmik birimler kullanılır - desibel (dB).
Çünkü A" 

Akustikte izotropik ortamlar dikkate alınır.
İzotropi- ortamın fiziksel özelliklerinin içindeki yönden bağımsızlığı. Özelliklerinin yöne bağlı olduğu ortamlara anizotropik denir.
ışın- dalga sürecinin maksimum enerjisinin yayıldığı yön
Ön- belirli bir anda dalga sürecinin ulaştığı, bir fazda salınan bir dizi nokta
Elastik titreşimlerin frekans aralığı
Bireysel parçacıkların salınım hareketi, dalganın yayıldığı yönde meydana gelir. 
Bireysel parçacıklar dalga yayılma yönüne dik bir yönde salınır. 
Enine dalgalar yatay olarak polarize edilmiş SH ve dikey olarak polarize edilmiş SV'ye bölünmüştür. Eğimli bir probla izleme yapılırken SV polarize enine dalga kullanılır.
Yüzey dalgası (Rayleigh)
- boyuna ve enine dalgaların kombinasyonu
- katı bir cismin serbest sınırı boyunca yayılır
Parçacıklar elips şeklinde salınır
-dalganın uzun mesafeler kat etmesi
- derinlik arttıkça hızla kaybolur
Kafa dalgası
- hız neredeyse boyuna dalganın hızına eşittir
- Yüzey boyunca her noktada yayılırken normale açılı bir enine dalga üretir.
- dalga hızla zayıflar
1. Plakadaki dalgalar (Kuzu dalgaları)
2. Çubuklardaki dalgalar (Pochhammer dalgaları)
Yayılma hızı şunlara bağlıdır:
- frekanslar (hız dağılım olgusu)
- malzemenin elastik özellikleri
- plakanın veya çubuğun enine boyutları
İki yayılma hızı karakteristiktir:
- faz - yayılma yönünde faz değişim hızı
- grup - dürtü iletimi sırasında enerji yayılma hızı 
Snell Yasası (sinüsler)
Yansıyan ve kırılan, boyuna ve enine dalgaların yönü sinüs kanunu (Snell kanunu) ile belirlenir.
Tüm dalgalar için açının sinüsünün (dalganın yönü ile arayüzün normali arasındaki) dalga hızına oranı sabit bir değer olacaktır. 

Kritik açılar
kırılan boyuna dalganın ikinci ortama girmeyeceği boylamsal bir dalganın en küçük geliş açısı (bir baş dalgasının oluşması) 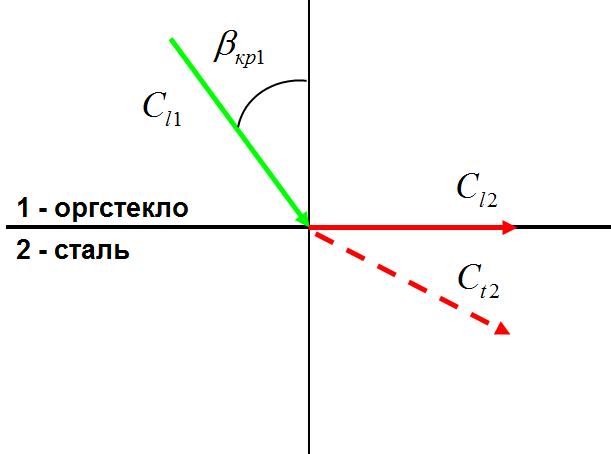

kırılan enine dalganın ikinci ortama girmeyeceği uzunlamasına bir dalganın en küçük geliş açısı (bir yüzey Rayleigh dalgasının görünümü) 

hala yansıyan bir boyuna dalganın bulunmadığı enine dalganın en küçük geliş açısı 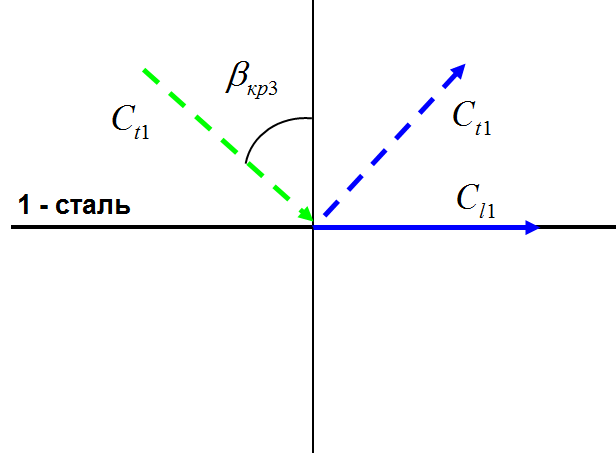
Çok sayıda temel yayıcıdan oluşan bir piezoelektrik plaka hayal ediyoruz.
Yakın çevrede, ultrason paralel bir ışın demeti (spot ışığı bölgesi) şeklinde yayılır.
Farklı yayıcılardan belirli bir B noktasına olan mesafeler büyük ölçüde değişebilir. Buna göre gelen sinyallerin fazları da farklılık gösterir. Faz çakışırsa genlik artar, fazlar zıtsa genlik azalır.
Maksimum ve minimum genlik görünür. Enerji, ayrılmayan ışının içinde bulunur. Bu bölgeye yakın bölge, yakın alan veya yakın alan adı verilir. Fresnel bölgesi.
Yakın bölgede reflektörlerden gelen yankı sinyallerinin maksimum genliklerini belirlemek zordur, bunun sonucunda boyutlarını, sayılarını ve koordinatlarını tahmin ederken hatalar yapabilirsiniz.
Örneğin, yakın bölgenin ortasında, dönüştürücünün ekseninde alanın bir minimumu vardır ve yan tarafta maksimumlar vardır. Bir süreksizlik tespit edilirse, süreksizliğin gerçek konumunun her iki tarafında bulunan iki süreksizliğin bulunduğuna karar verebilirsiniz.
İÇİNDE uzak bölge Gelen dalgaların faz farkının etkisi altında maksimum ve minimumların ortaya çıkması, yalnızca nokta dönüştürücünün ekseninden uzakta olduğunda meydana gelir.
Alanın ana kısmı, dönüştürücünün merkezinden bir koni şeklinde ayrılan ışınlar biçimindedir.
Maksimum genlik dönüştürücünün eksenine karşılık gelir. Herhangi bir ışının yönü ile eksen arasındaki açı arttıkça genlik azalır. Belirli bir açının (açılma açısı) ötesinde radyasyon neredeyse hiç hissedilmez. Açılma açısı radyasyonun yönünü belirler. 
a, yuvarlak piezoelektrik elemanın yarıçapıdır;
α - yerleştirme açısı;
β - prizma açısı;
λ – dalga boyu;
- seviyeye göre açılma açısı (-20) dB
n - katsayı yuvarlak için 0,45'e ve dikdörtgen piezoelektrik plaka için 0,38'e eşittir 
![]()
Akustik teknoloji teorisi
Tanım
Çalışma prensibi
Dalga salınımları nereden geliyor?
Kontrolü gerçekleştiriyoruz Kusur tespit prosedürü
Kusurları belirlerken bu tekniğin uygulama kapsamı
 Saha testi
Saha testi Metallerin ve kaynakların ultrasonik kalite kontrolünün avantajları şunlardır:
Ultrasonik testin ana dezavantajları şunlardır:


